廃熱ボイラ導入事例【その他】
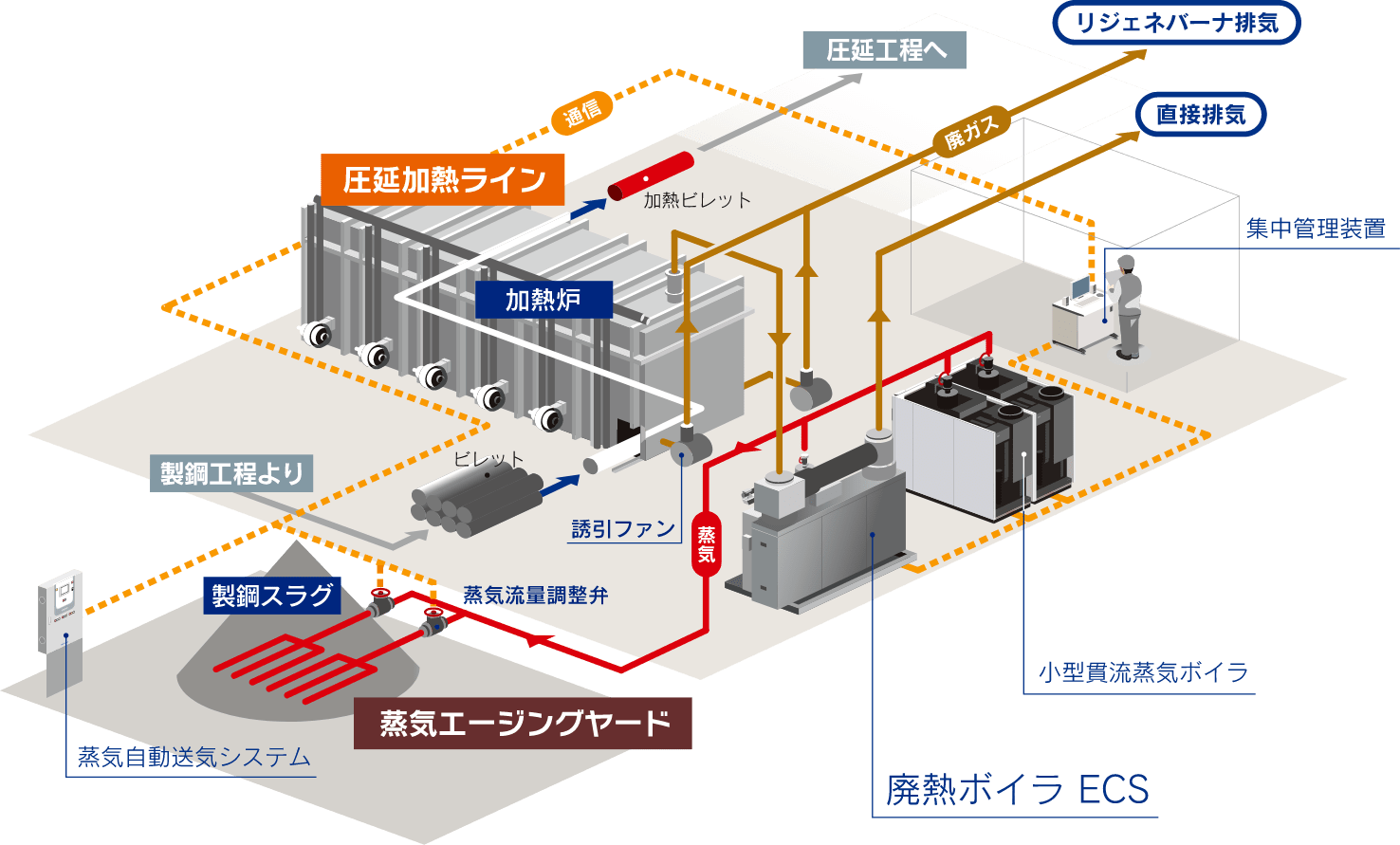
廃熱回収蒸気を製鋼スラグのエージングに活用
| 納入機種 | 廃熱ボイラ ECS |
|---|---|
| 計画値 |
|
廃熱ボイラ導入メリット
リジェネバーナ付加熱炉から廃棄される廃熱のうち、直接排気の廃ガスを廃熱ボイラで蒸気として回収し、蒸気エージングの熱源として有効に活用します。蒸気エージング装置への蒸気流量制御は、蒸気自動送気システムにて行っています。
熱利用用途(蒸気):製鋼工程で発生するスラグのエージング処理回収メリット:700kg/h×5円/kg×8,000h/年=28,000千円/年
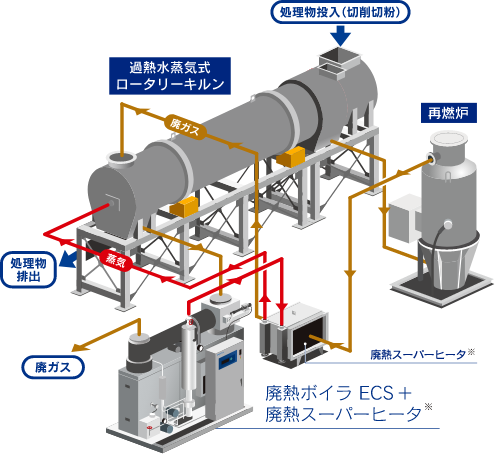
廃熱で過熱水蒸気、プロセス活用も可能に
| 納入機種 | 廃熱ボイラ ECS+廃熱スーパーヒータ※ |
|---|---|
| 計画値 |
|
廃熱回収ボイラ導入メリット
スチームヒート技術による切削切粉・脱脂洗浄システムです。処理物の持つエネルギーを最大限に活用して過熱水蒸気を作り出し、効率的に脱脂、洗浄を行います。発生した過熱水蒸気を処理物の熱媒体として利用することはもちろん、余剰分の過熱水蒸気は工場側へ供給し利用することが可能です。
廃熱ボイラと蒸気駆動エアコンプレッサの併設で大きな省エネ
| 納入機種 | 廃熱ボイラ KS-F+蒸気駆動エアコンプレッサ |
|---|---|
| 計画値 |
|
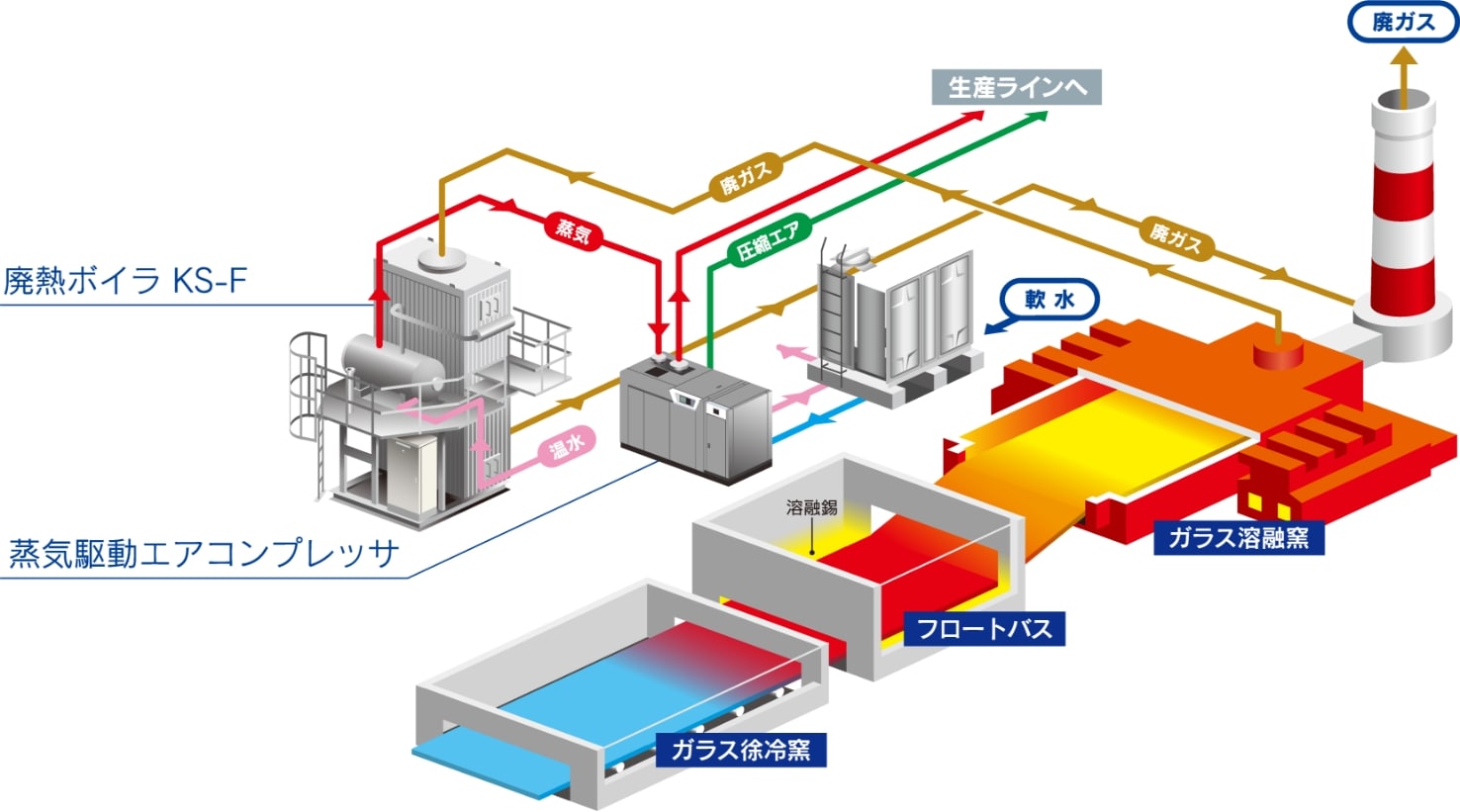
製品紹介


蒸気駆動エアコンプレッサ
蒸気の膨張エネルギーを使ってエアコンプレッサを駆動することで既設の電動エアコンプレッサで使用する電力削減が期待できます。さらに、圧縮熱を廃熱ボイラの給水加温に使用しています。
製品詳細廃熱回収ボイラ導入メリット
ガラスの溶解には、1600℃もの高温が必要であり、その廃ガスは蓄熱部を経た後でも500℃前後の高温で廃棄されています。廃熱ボイラで蒸気回収した後、蒸気駆動エアコンプレッサにて圧縮エアの回収も実現しています。
熱利用用途 (蒸気):合わせガラスの洗浄等熱利用用途 (空気):工場一般エア
回収メリット (蒸気):5,000kg/h×5円/kg×8,000h/年=200,000千円/年
回収メリット (空気):75kW×18円/kW×8,000h/年=10,800千円/年